(Everything you need to know about the SL6 engine block)
By Doug Dutra
We will attempt to pull together what is known about SL6 Cylinder
Blocks. We will review design considerations, manufacturing
procedures and materials utilized, as well as try to identify the
pieces most suitable for use and some prep. work. The cylinder block
is the starting point when building an engine for performance use.
Chrysler produced 4 main types of Slant 6 blocks. Here are some
definitions we will use in this article:
The low deck 170 iron block used with the forged crank (LGFC).
The high deck cast iron block used with the forged crank (RGFC).
The high deck cast iron block used with the cast crank, post 1976 (RGCC).
The Aluminum block which had a high deck and was used with the forged crank (ALFC).
 The
aluminum SL6 block is unique from the others and seldom used for
racing purposes due to its lightweight construction. The Aluminum
engine block was produced 1960 -62, using a "state-of-the-art"
high-pressure die cast process. This block uses a two-piece (top
& bottom) cast iron main cap "inserts" with longer main cap bolts
and has an open head deck design, all of which reduce it’s
overall strength. We will devote the focus of this article
exclusively to the various iron block sand castings but for
reference, here are a couple of photos to help you identify an
ALFC Slant Six. (click here for
more Aluminum Slant Six information)
The
aluminum SL6 block is unique from the others and seldom used for
racing purposes due to its lightweight construction. The Aluminum
engine block was produced 1960 -62, using a "state-of-the-art"
high-pressure die cast process. This block uses a two-piece (top
& bottom) cast iron main cap "inserts" with longer main cap bolts
and has an open head deck design, all of which reduce it’s
overall strength. We will devote the focus of this article
exclusively to the various iron block sand castings but for
reference, here are a couple of photos to help you identify an
ALFC Slant Six. (click here for
more Aluminum Slant Six information)
All cast iron SL6 blocks were made of an iron alloy containing
elemental tin. The purpose of the tin was to add hardness to the iron
resulting in reduced cylinder wear. The RGFC is the most common Slant
6 block and also the one most frequently used. I will focus this
discussion on that unit but most of what will be discussed also
pertains to the LGFC 170 & RGCC blocks. Through the years I have
seen several sub groups within the RGFC family and would like to outline which ones might have the most potential
for a performance buildup and why. I encourage use of the RGFC engine
for a performance buildup. The fastest way to tell if the "tall
block" SL6 you are looking at is a forged crank engine is to look at
the back of the water pump mounting flange’s rear support
"gusset". If this "rib" starts at about ¼ inch thickness, then
increases in thickness as it connects to the block’s side
surface, (as shown here) this is a forged crank block. (This gusset
section on most RGCC (cast crank block) is the same ¼ inch
thickness all the way across this rib.)
and would like to outline which ones might have the most potential
for a performance buildup and why. I encourage use of the RGFC engine
for a performance buildup. The fastest way to tell if the "tall
block" SL6 you are looking at is a forged crank engine is to look at
the back of the water pump mounting flange’s rear support
"gusset". If this "rib" starts at about ¼ inch thickness, then
increases in thickness as it connects to the block’s side
surface, (as shown here) this is a forged crank block. (This gusset
section on most RGCC (cast crank block) is the same ¼ inch
thickness all the way across this rib.)
Let’s review what I know about how the cast iron SL6 blocks were made, namely the sand casting process. In the process of producing the "Dutra Dual" cast iron dual exhaust manifolds and the aluminum Hyper Pak intake manifold, I have become quite familiar with this type of casting process.
 The
RGFC blocks were cast 2 at a time, in a single sand mold made up of a
cavity "rammed-up" into a box of "green sand", with several sand
cores added, which create the hollow sections of the casting. The
blocks were cast camshaft side down, crankcase to crankcase. Each
mold cavity was loaded with over 20 "cores" made of baked oil sand.
The major cores formed the crankcase, the cylinder deck-bores-valve
tappet chamber, the water jacket, and the front and rear of the
block. The main bearing webs and the crankcase pockets were made for
both blocks by 3 large cores assembled together. The core that forms
the front bay of one block forms the rear bay of the other, in other
words, each end core formed the water pump scroll and the timing
chain cavity on one block and the rear bell housing flange on the
other. The water jacket cores were assembled to the crankcase and
barrel slab cores using core wires. After the small cores for the
fuel and oil pump pads are placed, the crankcase / water jacket /
barrel slab core assembly was lowered into the outer sand mold and
then the end cores were added to hold everything in place.
The
RGFC blocks were cast 2 at a time, in a single sand mold made up of a
cavity "rammed-up" into a box of "green sand", with several sand
cores added, which create the hollow sections of the casting. The
blocks were cast camshaft side down, crankcase to crankcase. Each
mold cavity was loaded with over 20 "cores" made of baked oil sand.
The major cores formed the crankcase, the cylinder deck-bores-valve
tappet chamber, the water jacket, and the front and rear of the
block. The main bearing webs and the crankcase pockets were made for
both blocks by 3 large cores assembled together. The core that forms
the front bay of one block forms the rear bay of the other, in other
words, each end core formed the water pump scroll and the timing
chain cavity on one block and the rear bell housing flange on the
other. The water jacket cores were assembled to the crankcase and
barrel slab cores using core wires. After the small cores for the
fuel and oil pump pads are placed, the crankcase / water jacket /
barrel slab core assembly was lowered into the outer sand mold and
then the end cores were added to hold everything in place.
 After
all the cores were set in place, the mold was "closed" with the top
half of the outer cavity mold. 3 water jacket "venting holes" per
block allowed hot gas and steam to escape through the top of the
mold. These holes along with 4-cored holes in the cylinder deck were
used to shake out the core sand after casting. Later blocks saw 2
more "venting holes" added to each block (5 total). These gas venting
/ "shakeout" holes are the ones we commonly refer to as freeze plug
holes.
After
all the cores were set in place, the mold was "closed" with the top
half of the outer cavity mold. 3 water jacket "venting holes" per
block allowed hot gas and steam to escape through the top of the
mold. These holes along with 4-cored holes in the cylinder deck were
used to shake out the core sand after casting. Later blocks saw 2
more "venting holes" added to each block (5 total). These gas venting
/ "shakeout" holes are the ones we commonly refer to as freeze plug
holes.
The mold was closed and poured. If everything was done right, out would come two SL6 block castings, ready to be cleaned & machined. Now that you see how all these cores were individually made, assembled and loaded into the mold, you may have a better idea of what the term "core shift" is all about. Core shift can be caused by poor core placement in the mold or the cores might move or "float around" when the molten iron is poured in. Either way, you end up with a casting exhibiting uneven wall thickness. Remember, the block is lying on its side so core shift will usually result in the cylinder walls being thicker on one side of the bore than the other. This situation can cause cylinder wall distortion or failure, especially if the block has been over bored by a large amount. The relative thickness of cylinder walls is usually thought to be the most important aspect of block selection.
Other possible casting problems and defects to watch for include:
1. Sintered sand.
This is where the sand is not packed tight and hard, allowing hot iron to infiltrate, resulting in a sand and iron mix. This does not really weaken the casting but adds weight and looks ugly.
2. Loose sand "pocket(s)".
Sand or core pieces sometimes get knocked into the mold cavity when it is closed. These show up later as a pit or a hole just about anywhere. If you find one in a high stress area, like a main web or cylinder wall, do not use that block.
3. Trapped gas and cold shuts.
These result in a bubble, fold or "skin" in or on the casting and are most often seen on the top side (freeze plug side) of the casting. This is iron material that has hardened before it stopped moving. This makes a "seam" or weak spot prone to cracking.
4. Welding or Brazing
The foundry was known to weld repair minor flaws to "save" castings. They used nickel rod arc welding. I feel that welding puts stress into the block, but if the weld is in a non-critical area, the block is probably usable. I would not use anything that had been brazed.
Always clean a block thoroughly by removing all the plugs and bolts before "hot tanking". Inspect the block closely before starting any prep or machine work. I always weigh the blocks to see which ones have more iron. For reference, a stock bore, un-milled and cleaned RGFC block should weigh 138# without main caps, plugs or bolts. The LGFC block (casting number is 2463230-XX ) should weigh 128#. The 2 most common RGFC blocks have the casting numbers 2463430 (60 – 67 forged crank "early" with 3 freeze plugs & red paint) and 2806830 (68 – 75 forged crank "late" with 5 freeze plugs & blue paint). These casting numbers are followed by a dash and a 1 or 2 digit number (-XX). The dash number is a "link" to the casting pattern equipment used to produce that casting.
Over the years, I have inspected many SL6 blocks. It is easy to see many small differences between the castings if you have a number of blocks to look at together. It is apparent that there were many casting patterns being used at a number of different foundries.
 Here
are some "real world" SL6 block observations and experiences. It all
boils down to selecting the best block possible. For high
performance, that is strength, especially in the area of cylinder
wall thickness on the thrust side (camshaft side) of the cylinder
bores. We want a strong, thick, round cylinder wall, i.e. a well cast
block with centered bore sleeves. As noted before, the key to finding
a "better" block is to have a few different ones to choose from. I
check out 3 or 4 blocks every time I build a "special" engine. I feel
that the "second generation" of RGFC blocks (2806830, 1968 – 75)
are the strongest. These are the ones with 5 freeze plugs all in a
row. These blocks have additional "ribbing" along the freeze plugs
(inside and out) and have a thicker rib across the head to tappet
galley edge on the opposite side. Some of these "later" RGFC blocks
have two additional long / thin "pencil shaped" ribs located just
before and after the row of freeze plug holes. I don't pay to much
attention to the "dash numbers" but keep my eyes open for "–10"
"BH" castings (these have real thick "extra" ribs).
Here
are some "real world" SL6 block observations and experiences. It all
boils down to selecting the best block possible. For high
performance, that is strength, especially in the area of cylinder
wall thickness on the thrust side (camshaft side) of the cylinder
bores. We want a strong, thick, round cylinder wall, i.e. a well cast
block with centered bore sleeves. As noted before, the key to finding
a "better" block is to have a few different ones to choose from. I
check out 3 or 4 blocks every time I build a "special" engine. I feel
that the "second generation" of RGFC blocks (2806830, 1968 – 75)
are the strongest. These are the ones with 5 freeze plugs all in a
row. These blocks have additional "ribbing" along the freeze plugs
(inside and out) and have a thicker rib across the head to tappet
galley edge on the opposite side. Some of these "later" RGFC blocks
have two additional long / thin "pencil shaped" ribs located just
before and after the row of freeze plug holes. I don't pay to much
attention to the "dash numbers" but keep my eyes open for "–10"
"BH" castings (these have real thick "extra" ribs).
Round up a few of these "ribbed" blocks, clean, weigh, visually inspect or measure some key places and decide which one to move forward with. A good thing to do during your first inspection is to run a tap through all the threaded holes. This will quickly point out any "bad" threaded holes and pretty much walks you all around the block. Another test I have not personally used but seems to have merit is to perform a "hardness test" on the block’s cast iron material itself. (Mopar Action had a good article on this, Feb 01 issue.)
 A
comment on block cleaning: First remove all the plugs and get the
blocks "hot tanked", then take a close look at the water jacket area.
If the water jackets still have rust, scale and casting wires inside,
you may want to "acid soak" this area to get them spotless. You have
to plug up all the openings, then use a strong solution of sulfuric
or muriatic acid (swimming pool acid) to "etch out" all the crud,
including sintered core sand and core wires left behind from the
casting process. Doing this will remove unneeded weight, increase
coolant flow and will keep your cooling system / radiator clean. You
can also spot any casting problems easier when the block is
completely clean.
A
comment on block cleaning: First remove all the plugs and get the
blocks "hot tanked", then take a close look at the water jacket area.
If the water jackets still have rust, scale and casting wires inside,
you may want to "acid soak" this area to get them spotless. You have
to plug up all the openings, then use a strong solution of sulfuric
or muriatic acid (swimming pool acid) to "etch out" all the crud,
including sintered core sand and core wires left behind from the
casting process. Doing this will remove unneeded weight, increase
coolant flow and will keep your cooling system / radiator clean. You
can also spot any casting problems easier when the block is
completely clean.
An important piece of information to collect now is the alignment of the cylinder head’s combustion chambers to the block’s bores. This is done by installing the head you will be using onto the selected "empty" block, then looking up through the bores at the head’s combustion chambers. Inspect to see how well the combustion chambers position themselves over the bore centerlines. This info, combined with other measurements, will help determine if you should be re-boring the cylinders to a different centerline or bore spacing in order to gain the best combination of wall thickness and bore placement in relation to the combustion chambers.
 A
few years back, I band sawed off the top deck of a 1964 RGFC block in
order to make a honing plate. What I found were some well-centered
cylinder walls running at .250" on the thrust side (standard 3.4"
Bore). The wall area where the cylinders come close to each other was
the thinnest section. There were flats on the outer cylinder walls
(water jacket side) where they come close to each other.
A
few years back, I band sawed off the top deck of a 1964 RGFC block in
order to make a honing plate. What I found were some well-centered
cylinder walls running at .250" on the thrust side (standard 3.4"
Bore). The wall area where the cylinders come close to each other was
the thinnest section. There were flats on the outer cylinder walls
(water jacket side) where they come close to each other.
My guess is that these flats were made for two reasons. First, to maintain a .250" section thickness for the water jacket sand core so the cores would be easy to produce and would not break during handling. (Remember that open spaces inside any sand casting were once sand cores.) Second, to allow space between the cylinder outer "barrel" walls for the coolant to flow, so they opened up this area between the cylinders at the expense of wall thickness. The designers did not want the cylinders to "siamese" and create hot spots.
Important note: The block's design locates cylinders 1&2,
3&4, and 5&6 on 3.98" centers. However the distance between
the centers of 2&3 and 4&5 is 4.00" due to the width of the
main bearing journals.  The
narrow center is most apparent at the center of the cylinder block
and was evident in the bore walls there. The thinnest wall section
was on the flats between cylinders 3&4; here the walls were .150"
thick. Remember, this was with the standard 3.40" bore. Just off the
center flat of barrel #3 the wall was still somewhat thin at .190 but
was quickly increasing to .240" towards the non-thrust side (and
.250" on the thrust side). With this information we now know exactly
where to look for thin spots during our inspection: at the middle of
the block, between #3 and #4. This is good because we have a freeze
plug hole right there so we can get in and measure the space between
these barrels. We are looking for the minimum amount of space here,
.250" is average, and less is better. (I use drill bit "shanks" to
check this area.) Also check the "land" between the open bores. The
center one should be .580" to .600" @3.40 bore size and more is
better here. Check this with a caliper. If you have the blocks sonic
checked, pay attention to this center "in between barrels" area. My
bet is that you will find your thinnest spot(s) there. During sonic
checking you want to focus on the cylinder's thrust-side wall
thickness and overall uniformity. Sonic checking is the only true way
to confirm how even the cylinder walls are and this is money well
spent when selecting a block for racing or a large overbore.
The
narrow center is most apparent at the center of the cylinder block
and was evident in the bore walls there. The thinnest wall section
was on the flats between cylinders 3&4; here the walls were .150"
thick. Remember, this was with the standard 3.40" bore. Just off the
center flat of barrel #3 the wall was still somewhat thin at .190 but
was quickly increasing to .240" towards the non-thrust side (and
.250" on the thrust side). With this information we now know exactly
where to look for thin spots during our inspection: at the middle of
the block, between #3 and #4. This is good because we have a freeze
plug hole right there so we can get in and measure the space between
these barrels. We are looking for the minimum amount of space here,
.250" is average, and less is better. (I use drill bit "shanks" to
check this area.) Also check the "land" between the open bores. The
center one should be .580" to .600" @3.40 bore size and more is
better here. Check this with a caliper. If you have the blocks sonic
checked, pay attention to this center "in between barrels" area. My
bet is that you will find your thinnest spot(s) there. During sonic
checking you want to focus on the cylinder's thrust-side wall
thickness and overall uniformity. Sonic checking is the only true way
to confirm how even the cylinder walls are and this is money well
spent when selecting a block for racing or a large overbore.
 When
you go to bore the block, you can try to "cheat" away from any thin
areas you discover. Talk with your machine shop to see if they do a
"follow along" re-bore (follow the bore center line already there) or
if they can bore to "true" locations or on a selected centerline. If
you can preset a new centerline, move away from the middle of the
engine and away from the thrust side (camshaft side) or any thin
spots you found, in order to leave some extra material on those
walls. Based on what I've seen, I would not move more than .02" off
the existing centerlines, just because the "as cast" cylinder walls
are pretty well centered as is.
When
you go to bore the block, you can try to "cheat" away from any thin
areas you discover. Talk with your machine shop to see if they do a
"follow along" re-bore (follow the bore center line already there) or
if they can bore to "true" locations or on a selected centerline. If
you can preset a new centerline, move away from the middle of the
engine and away from the thrust side (camshaft side) or any thin
spots you found, in order to leave some extra material on those
walls. Based on what I've seen, I would not move more than .02" off
the existing centerlines, just because the "as cast" cylinder walls
are pretty well centered as is.
Once you have selected the block, go ahead and do some extra preparation work to make it better than stock. Do this work only after your inspection has confirmed that you have a "good" block. The following work needs to be done before you do other block machine work like boring, surfacing and "align-honing" mains.
 I
recommend drilling and threading the extra oil gallery boss and water
jacket boss already available in the block (nice for additional gauge
mounting or oil system access). If you have plans for a turbo, a
second threaded oil galley access hole can be added right next to the
oil pump mounting pad. This area has the thick wall needed to tap a
full 1/8 NPT threaded hole. The casting boss which can be used to
provide additional water jacket access is directly above the first
(front) bell housing bolt-on support bracket hole, on the driver's
side. This is a "tombstone" shaped boss which you can drill / tap to
1/4" or 3/8" NPT.
I
recommend drilling and threading the extra oil gallery boss and water
jacket boss already available in the block (nice for additional gauge
mounting or oil system access). If you have plans for a turbo, a
second threaded oil galley access hole can be added right next to the
oil pump mounting pad. This area has the thick wall needed to tap a
full 1/8 NPT threaded hole. The casting boss which can be used to
provide additional water jacket access is directly above the first
(front) bell housing bolt-on support bracket hole, on the driver's
side. This is a "tombstone" shaped boss which you can drill / tap to
1/4" or 3/8" NPT.
I also thread (NPT tap) the front & middle large open holes in the block’s top deck surface (head gasket surface). I install "flush" socket cap plugs into these "no-flow" openings, instead of relying on the head gasket to seal these casting core sand "shakeout" holes.
Drill out the oil feed holes leading down through the cam bearings
and to the mains, also the small feed hole up to the head. ("S" =.348
or 11/32 = .343 & ¼ Drill Size, "extended length"  drill,
6 inches or more.) Chamfer or "blend in" all the sharp edges where
oil passages intersect. Doing this will "skim-out" these oil passages
to a constant size with a smooth-clean finish. This work must be done
with the cam bearings removed because these holes intersect them. I
have a 9/16" ball cutter and a shank extension to allow access into
the main oil galley to main bearing oil feed hole intersection area
in order to deburr / radius the sharp corners. The ball cutter can
also be used to open up & smooth the oil pump pad pocket to main
galley edge. Oil passage enlargement work takes any flow
restriction(s) out of the passages and puts the restriction / control
point at the bearing insert "feed hole" where flow and volume is more
easily adjusted. A low restriction oiling system not only increases
flow but also reduces load on the oil pump / cam gear.
drill,
6 inches or more.) Chamfer or "blend in" all the sharp edges where
oil passages intersect. Doing this will "skim-out" these oil passages
to a constant size with a smooth-clean finish. This work must be done
with the cam bearings removed because these holes intersect them. I
have a 9/16" ball cutter and a shank extension to allow access into
the main oil galley to main bearing oil feed hole intersection area
in order to deburr / radius the sharp corners. The ball cutter can
also be used to open up & smooth the oil pump pad pocket to main
galley edge. Oil passage enlargement work takes any flow
restriction(s) out of the passages and puts the restriction / control
point at the bearing insert "feed hole" where flow and volume is more
easily adjusted. A low restriction oiling system not only increases
flow but also reduces load on the oil pump / cam gear.
 Another
area to spend some time on is the lifter area and lifter bores. First
drill some extra 1/2" oil drain back holes between the lifters and
tap these out with a 3/8 – 16 NPT (or 5/8-16 unc) to accept
"standoff" pipes.
Another
area to spend some time on is the lifter area and lifter bores. First
drill some extra 1/2" oil drain back holes between the lifters and
tap these out with a 3/8 – 16 NPT (or 5/8-16 unc) to accept
"standoff" pipes.
I drill a smaller drain back hole, positioned right over the fuel pump arm in a way that ensures a constant stream of "drain-back" oil to the cam lobe / F.P. arm contact surface. (Skip this if you only run an electronic fuel pump.) The lifter bores themselves get a small chamfer on their "downhill" outer edge and a short "lead-in" groove can also be added. The last step is to hone out each lifter bore with a wheel cylinder hone. (Have at it with the hone; SL6 lifter bores benefit from some additional clearance.) This prep work combined with some "stand pipes" will create a "pool" of oil on top of the lifters, which will flow around the lifter body and directly onto the cam lobe / lifter face surface.
Use the head gasket to check the area where the push rods pass close to the block’s top deck and grind away any overhanging / excess material. If you plan to run a high lift cam (over .600) or bigger diameter push rods, (3/8) you may want to "mock-up" your valve gear so you can check for adequate clearance in this area.
Spend some time to smooth out any casting flash or parting lines. This helps reduce stress points (stress risers). Run a hone or fine sanding roll through all the freeze plug opening to be sure they are clean and not nicked or badly pitted. Also check the water pump pocket to water jacket entry hole. Some deburring / grinding in this area helps flow and reduces turbulence. For anyone with too much time on their hands, saw or grind off all the unneeded lumps of iron hanging off the block. These were used for handling and factory machine locating points.
Bottom line is to do all your grinding, drilling, tapping or re-tapping now before you get into any conventional machine work. If you are going to use "Hard Block" type water jacket filler, do it now before machining the bores and other surfaces. I have never completely filled a block because I always want to flow coolant through the head so I leave some space at the top of the block's water jacket to allow for coolant flow through it
 SL6
BLOCK QUIZ & FOLLOW-UP INFORMATION
SL6
BLOCK QUIZ & FOLLOW-UP INFORMATION
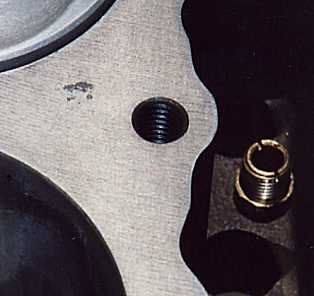
Name all the special or "none standard" features you see in this photo.
(Hint: There are 10 and most were reviewed in this article).
Click here or on the photo for the answers
In Issues no. 2 and 3 of Slant 6 Racing News we printed the original articles on SL6 cylinder block characteristics and preparation. Reader's questions and comments on the original articles have brought forth some additional information on this subject and led to this rewrite. Here is some of the follow-up stuff:
Bill Weertman, the Chrysler chief engineer who worked with the Slant 6 development program from 1958 to 1987 was kind enough to research the question of what exactly the dash numbers following the casting numbers signify. After contacting some retired Chrysler foundry personnel, he determined that the number after the dash identified the pattern used to make the sand mold which the iron was poured into. These patterns would deteriorate with use, and these numbers would allow foundry employees to identify those patterns needing repair or replacement. Thus there is no reason why a low numbered pattern should be any better or worse than one with a high number. (I am still going to highlight the dash - 1 on my race block to psych out superstitious competitors.) Fact is that higher number patterns could have been produced later ("newer") and may have further design refinements. This could range from improved core placement "registers" to reduction in metal content / weight reduction. So for us, the dash number is just a reference point.
 As
to whether any block could be "superior" to others for racing
purposes, Weertman stated that small improvements / changes were
always being made and therefore a later model piece should be
"better" than an earlier one. He also mentioned hardness checking as
a way to determine the relative strength of two or more pieces. This
is done by cutting off a small sample of block material, keeping it
clearly identified & having the hardness test performed.
(Rockwell Hardness test) Click here
for a block prep. summary list.
As
to whether any block could be "superior" to others for racing
purposes, Weertman stated that small improvements / changes were
always being made and therefore a later model piece should be
"better" than an earlier one. He also mentioned hardness checking as
a way to determine the relative strength of two or more pieces. This
is done by cutting off a small sample of block material, keeping it
clearly identified & having the hardness test performed.
(Rockwell Hardness test) Click here
for a block prep. summary list.
The subject of acid cleaning of the water jackets raised some questions. Doug Dutra is the expert on this. He seals up the block using a head and gasket along with rubber expansion type freeze plugs. Then he sets the block on end with the water pump cavity up. Then he fills it with a stiff solution of water and (in order of effectiveness) sulfuric, muriatic or phosphoric acid. Let this soak for at least 24 hours. If the solution quits bubbling before that, drain and refill with a fresh solution. Now drain the block and refill with a neutralizing solution of baking soda and water. This procedure should leave you with the cleanest water jackets in town. If you are going to use a block filler, be careful not to let any oil or WD-40 get on the inside surfaces and try to do the filling soon after the cleaning step (before new surface rust develops).
Block filling procedures were also of interest. First, remember that any area you do not want filled needs to be filled with something else that you can remove later, such as wax or modeling clay. Areas you might wish to protect are the water pump cavity, water pump to water jacket passage, the passages from the block to the head in the rear of the block, any drain holes and the timing cover bolt holes that go into the water jacket. If you are going to partially fill the block, you need to maintain or create an inlet into the remaining water jacket and provide for a drain somewhere at a low point. You can keep an existing hole open by placing a plastic tube between the hole and an unfilled area.
Regarding partial block filling, several methods are currently being tried. It is too early to say which might give the best results and which might be counter productive. We will try to find out what the best running cars are doing in this area. The theory behind some methods is to provide maximum support on the major thrust side of the cylinder while using less filler and preserving water circulation on the opposite side. This makes some sense, but may introduce differing expansion characteristics, resulting in additional bore distortion and a poor ring seal.
 Remember,
block filler expands slightly when it hardens and it has a different
coefficient of expansion. It is a good idea to torque down your main
caps, the head or a "honing plate" first. (That is if you can figure
out how to pour in the filler.) All cylinder block machining should
be done after the filler has fully hardened.
Remember,
block filler expands slightly when it hardens and it has a different
coefficient of expansion. It is a good idea to torque down your main
caps, the head or a "honing plate" first. (That is if you can figure
out how to pour in the filler.) All cylinder block machining should
be done after the filler has fully hardened.
Another block filling tip concerns the use of an orbital sander or other vibration generator to eliminate air pockets and bubbles in the relatively slow flowing block filler. Use the vibrator on the pail while mixing the filler and on the block itself while pouring.
Here are some other Block Prep ideas to think about. ARP makes all the studs / bolts you need for a "performance" rebuild. The new rod bolts are a must but the main and head studs are optional.
Grinding on the back side of the cam bearing shells helps reduce the oil passage restriction created in this area, allowing for more oil flow to the crank bearings. You can grind oil return channels into the corners of the head and at the head bolt "flats" to valve cover rail to provide a return path for the rocker shaft oil. Doing this is "optional" but it really helps keep oil off your driveway while you adjust the valves.
Slant Six Racing News follow-up article by Seymour Pederson
Doug Dutra put together the preceding story on engine blocks. I told him we could run it as long as I could add my 2 cents worth and maybe draw some diagrams. My feeling is that if all the blocks you have are the same weight, the important thing is where the cores were placed. As far as I know all early model blocks weigh the same. It would seem logical that in later years ways were found to reduce iron content through the improved foundry techniques that were being developed during this period. Does anyone know when any such changes were made and which block sections were made thinner?
Assuming you can choose between several blocks of the same weight, the question becomes where the iron is. According to Doug's story, the cylinder wall is formed in the void between the cylinder bore core and the water jacket core. In view of the fact that each core is basically made out of sticky sand packed together it would be amazing if the cylinder walls didn't vary some in thickness. The actual thickness of the walls can be determined by sonic testing. We are usually looking for radial run out here so if the wall is thick on one side, it will be thin on the other. Based on how blocks are cast, it would seem that there could also be variations in thickness up and down the cylinder.
The greatest load on the cylinder wall occurs during the power stroke toward the major thrust side of the block (camshaft side). The piston is pushing the rod down, and as the crank rotates, the angle of the rod increases and a significant side load is generated. This side load peaks out halfway down, then reverses at bottom dead center to press against the opposite wall, but not with as much force as during the power event. Looking at 3 popular Slant 6 combinations, you can see how shorter strokes and/or longer rods help to reduce side loads on the cylinder walls. What all this means is that you want the thrust side cylinder wall to be at least average thickness and maybe more than average at the expense of the opposite side. It is logical that designers made the cylinder walls somewhat thicker than necessary so that the thrust side would not fail even if the cores had shifted to cause the thrust side to be of less than average thickness. Given the extra stresses involved in racing and overbore situation, we need all the help we can get.
Many modern racing engines are based on special blocks that have 2 features that are noteworthy. One is oblong cylinder walls i.e. 340X&R blocks. This design allows the thrust wall to be thicker than the wall where the cylinders are next to each other. The second is the siamese cylinder wall where the water jacket between cylinders is completely eliminated i.e. Mopar Performance 440 and Hemi blocks. This design allows larger bore sizes on the same centers and the advantages of the larger bore seem to more than offset any disadvantage due to lack of coolant flow.

I just went out to measure the thickness of the cylinder walls on an early Slant 6 block. I was able to stick a 1/4" drill between the cylinder walls at the freeze plug. If the cylinder walls are perfectly round, then the walls would be .165 thick with a stock 3.4" bore (3.98-3.40-.25 /2). If this is right and you were to bore the cylinder out to 3.5" the cylinder wall would only be .115 thick a reduction of 30%. This sounds like too much of a reduction to me in an engine with basically unfavorable geometry to begin with.
It is very tempting to overbore to gain much needed displacement and allow larger valve sizes, but I wonder what we are giving away in terms of cylinder stability when we go this route. How about some ideas from you guys who have actually cut a block in half? What are the results of using a block filler like Hard Block? Has anybody ever tried to fit oversize wet sleeves into the SL6? Other ideas? We will publish additional follow-up articles in the Slant Six Racing News as additional information becomes available. (Thanks, Seymour)
Who knows, maybe someday, somehow, someone may do a few
"aftermarket" SL6 race blocks…..stay tuned! DD

Return to www.slantsix.org Home Page